

Victor Luna
EL ALINEAMIENTO DE MÁQUINAS ES GANANCIA DE DINERO Y TIEMPO

RESUMEN
Esta idea surge al ver las necesidades en las industrias, para formar a nuevos profesionales con conocimientos tanto teóricos y prácticos, que encaren los desafíos que se presentan y no se tengan que esperar a profesionales del exterior y con una remuneración elevada. Viendo todas estas necesidades se plantea una nueva materia, “Montaje y Alineamiento de las Máquinas”, pudiéndose implementar esta materia en las carreras de ingeniería y técnico superior, así también capacitar al personal técnico y dar a conocer a los empresarios sobre las ventajas y desventajas del alineado en las máquinas, conociendo esto vean que su empresa puede funcionar con menos detenimientos, generando un ahorro en el consumo de energía eléctrica, aumentando la vida útil de los componentes de las máquinas, generando más confianza en los clientes. La encuesta hecha acerca del tema respalda en gran porcentaje 90,9%, muestran la necesidad de implementarse de acuerdo a los avances tecnológicos.
Palabra clave: Practica el Alineamiento de máquinas y tendrás más tiempo, menos gastos, más producción.
INTRODUCCIÓN
El propósito del tema propuesto es hacer notar a empresarios industriales, a encargados de montaje y mantenimiento, a directores de las facultades técnicas, la necesidad de abordar “Montaje y Alineamiento de Máquinas Industriales”, para contribuir a solucionar los problemas en las industrias para el correcto funcionamiento de las máquinas y que el incorrecto funcionamiento no afecten en la economía de las empresas por los constates paros y gastos que ocasiona tanto en repuestos y personal.
Las carreras tecnológicas son aptas para capacitar a los nuevos profesionales, a mejorar el rendimiento de las máquinas, aminorar el consumo de energía eléctrica, evitar dependencia de técnicos extranjeros que tienen cotizaciones altas, mejorar los ingresos a favor de las industrias.
Se tienen estudios y equipos de alineamiento generalmente en las empresas fabricantes y en países con alta tecnología, en el país es de escaso conocimiento de la cabalidad del alineamiento, se cuentan con manuales en la que no son incluidos la parte de alineamiento con detalle más, a pesar de la existencia de estos guías no son tomados o interpretados a cabalidad el alineado.
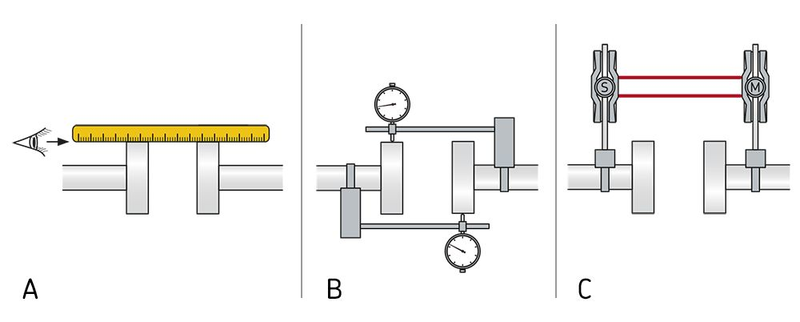
Figura 1. Método: A regla, B reloj comparador y C rayos laser
MÉTODO
Análisis de los factores que afectan la vida útil en las máquinas, personal, empresarios y universidad, se muestra en la tabla siguiente:
|
MÁQUINAS |
PERSONAL TÉCNICO |
|
1. Excesivos ruidos. 2. Mantenimiento constante. 3. Paradas repentinas. 4. Excesivo consumo de energía eléctrica. 5. Calentamiento |
1. No capacitado. 2. Escasa diligencia. 3. La mayoría empíricos |
|
EMPRESARIOS |
UNIVERSIDADES e INSTITUTOS |
|
1. Escasa motivación por mejorar la vida útil. 2. Desconocimiento sobre alineación. 3. Pérdida económica. 4. Mayores gastos.5. Incumplimiento en las entrega |
1. Falto de materias útiles para empresas. 2. Alumnos muy teóricos. 3. Falto de docentes con experiencias prácticas. 4. Carreras de las universidades no van a la par con el avance tecnológico. |
Identificar y analizar todo lo concerniente y formar profesionales, capacitar técnicos en alineamiento de máquinas y dar a conocer a los empresarios la importancia del alineamiento de máquinas para que puedan ver las ventajas y desventajas que tiene y sacar el provecho ofreciendo mejor servicio a la clientela de un determinado producto a la vez evitando mayores gastos en mantenimiento de las máquinas y mayores montos de pago por consumo de energía eléctrica.
RESULTADOS
El porcentaje elevado de los resultados 90,9%, indican que el tema es aceptado de acuerdo a las encuestas realizadas, cabe aclarar que las personas encuestadas son del área conocedores de la industria, esto indica que se debe implementar el tema a la malla curricular y abrir centros de capacitación para personas que ya se desempañan en el área de mantenimiento en las industrias.
CONCLUSIONES
En función a los resultados de la encuesta y a la experiencia adquirida en la fábrica, en base a los comentarios realizados por los compañeros de trabajo, en base a la resistencia ofrecida por algunos trabajadores por realizar cambios en su modo de actuar para solucionar un problema de una máquina, etc., se ve que es una necesidad, para mejorar el rendimiento de las máquinas en las industrias y dar oportunidad a los nuevos profesionales de contar con una especialidad para el desempeño.
Autor: Ing. Javier Vedia Pacheco
REQUERIMIENTO DE PERSONAL

LA EMPRESA MAKIBER SOLICITA
REFERENCIAS:
CELULAR 76035981
CORREO ELECTRONICO: Esta dirección de correo electrónico está siendo protegida contra los robots de spam. Necesita tener JavaScript habilitado para poder verlo.
SINERGIA ELECTROQUIMICA DE MATERIALES CATÓDICOS NMC622 Y LMO-Mg PARA BATERIAS DE ION LITIO

El principal objetivo de este trabajo de investigación es generar conocimiento aplicado al desarrollo de materiales activos que podrían ser utilizados como cátodos o electrodos positivos en baterías de ion litio.
Las baterías de ion litio son la alternativa más atractiva y realista para el desarrollo de sistemas de almacenamiento de energía eléctrica a gran escala que permiten la implantación general de las fuentes de energía renovable, así como la consolidación del vehículo eléctrico. No obstante, es necesario la identificación de nuevos materiales para los electrodos (materiales activos) que mejoren las prestaciones de estas baterías sin aumentar el coste y respetando los principios de sostenibilidad. Por tanto, entre los objetivos de este trabajo de investigación es contrastar y desarrollar cátodos mixtos eficientes para baterías de ion litio que permitan incrementar la energía y la potencia, así como la vida útil de estos dispositivos, minimizando el impacto medioambiental asociado a su fabricación, utilización y posterior reciclado.
Se realizaron evaluaciones electroquímicas sobre el comportamiento del material catódico simple y compuesto en una celda de ion litio. Por otra parte, en la investigación se analizaron las propiedades físicas, tales como la importancia del tamaño de partícula del material activo, análisis granulométrico del cátodo y el efecto con ultrasonido de la suspensión catódica para determinar el desempeño electroquímico de las baterías de ion litio. Los cátodos de NMC622: LMO-Mg fueron desarrollados a partir de una mezcla del material activo (NMC622: LMO-Mg), aditivo conductor (TIMCAL C45) y solución aglutinante (PVdF+ NMP) en una proporción de 9:0.5:0.5.
La caracterización electroquímica de las coberturas catódicas de composición simple y compuesta de los materiales catódicos NMC622 y LMO-Mg ha sido realizada mediante ciclos de carga y descarga y medición de espectroscopia electroquímica de impedancia (EIS).
Finalmente se diseñó un prototipo de celda y módulo de ion litio con la celda de mejor rendimiento electroquímico mediante el software denominado BatPac v2.2.
La mezcla física de materiales de los electrodos positivos ofrece muchas posibilidades a los investigadores y fabricantes de baterías de ion litio, ya que las deficiencias de un material se pueden compensar y mejorar con las ventajas de otro. Lo más interesante es que a menudo la mezcla funciona mejor de lo esperado debido a una interacción sinérgica entre los materiales. Se requiere una comprensión completa de estos efectos sinérgicos, para impulsar la tecnología de las baterías de ion litio hasta donde sea posible.
Palabras claves: sinergia, baterías, electroquímica, sostenible, ion litio, cátodo.
Autor: Ing. Daniela Roselyn Rodríguez Guzmán
RNI: 41569
NOTA DE PRENSA



NOTA DE PRENSA

COCHABAMBA, 27 DE AGOSTO DE 2021
ACTOS DE CIERRE Y POSTERIOR POSESIÓN
SIB CHUQUISACA
La semana pasada, en los espacios de la SIB Chuquisaca, se llevó a cabo el ACTO DE CIERRE DE GESTIÓN 2019 – 2021, seguido inmediatamente por el ACTO DE POSESIÓN DEL DIRECTORIO SIB CHUQUISACA 2021-2023, donde se posesionó a Ing. Álbaro Churruarrín Garnica, como nuevo Presidente de la SIB Chuquisaca.
Se contó con la presencia de importantes autoridades nacionales y departamentales, entre las que se menciona al nuevo presidente de la SIB Nacional, Ing. Jorge Alberto Vaca Raslan; el presidente saliente de la SIB Chuquisaca, Ing. Juan Vargas Canales; entre otros importantes invitados.
Este evento fue parte del proceso electoral que la SIB estuvo llevando a cabo en los últimos meses.
#SibNacional



Resultados preliminares sobre diseño comparativo de hormigón prefabricado y hormigón vaciado in situ

RESUMEN
El presente artículo muestra los resultados preliminares del proyecto de trabajo final del Máster en Ingeniería del hormigón “Universidad Politécnica de Valencia”, sobre la aplicación de hormigón prefabricado en Bolivia. Se realizó un diseño comparativo con una unidad educativa ya construida en el País con el método de vaciado in situ para posteriormente evaluar los resultados mediante impacto económico, ambiental y social. Hasta la fecha se obtuvo los volúmenes de obra determinando una excedencia de 4.01% de cemento y 4.35% de acero en el hormigón prefabricado, en ambos casos menor al 5% de significancia denotando el bajo impacto ambiental y económico que representaría un método constructivo más rápido y seguro.
ABSTRACT
This article shows the preliminary results of the final project of the Master in Concrete Engineering “Polytechnic University of Valencia”, on the application of precast concrete in Bolivia. A comparative design was carried out with an educational bulding already built in the country with the classical on site construction to later evaluate the results through economic, environmental and social impact. To date, the work volumes have been obtained determining an excess of 4.01% of cement and 4.35% of steel in the precast concrete, in both cases less than 5% of significance, denoting the low environmental and economic impact that a faster and safer construction method would represent.
Palabras clave: Prefabricado, comparativo, económico, ambiental.
Año: 2021 Bolivia
I. Introducción
El sistema prefabricado de hormigón es un método de diseño y construcción muy utilizado en países industrializados, permite una ejecución rápida, controlada y con bajo porcentaje de residuos o pérdidas de material. En Bolivia la mayoría de las construcciones de hormigón son mediante el método tradicional vaciado in situ, por lo cual si bien hablar de industrialización es prematuro, la realización de diseños comparativos nos permite apreciar las bondades y dificultades de estructuras de
hormigón prefabricado en el país. Este tipo de proyectos formarían parte de los primeros peldaños en nuestro largo camino a la industrialización.
II. Metodología
A. Modelación estructural
La comparación fue realizada para la Unidad Educativa tipo “San Gabriel” construida en el departamento de Cochabamba. El diseño consistió en modelar la estructura con la ayuda de Cypecad respetando las cargas de diseño originales y los volúmenes de hormigón construidos. Se utilizaron losa nervada en 1 y 2 direcciones, columnas con secciones de 35x35, 40x40 y 25x40cm, vigas de 20x60, 25x60 y 30x25cm.
Posteriormente se realizó una segunda modelación para un sistema prefabricado con nudo rígido y la utilización de losa hueva pretensada LH 22/60 con un empotramiento máximo de 25%. Columnas con secciones de 30x30, 35x35 y 40x40cm, vigas rectangulares de 20x40cm, “L” invertidas de 30x30 + 15x30cm, “T” invertidas de 35x35cm + 15x30cm. Asegurando un apoyo de 10cm para la losa hueca recomendado por la F.I.B. [1]. En ambos casos se tomó en cuenta la acción del viento y se despreció acción sísmica.
B. Análisis bajo factores de sostenibilidad
Uno de los objetivos del proyecto es comparar ambas modelaciones bajo factores económico, ambiental y social. Hasta la fecha de elaboración del artículo se obtuvo los volúmenes de obra para la comparativa, dejando el cronograma de ejecución y emisiones de CO2 totales para la finalización del proyecto.
III. Resultados y discusión.
En la tabla No1 se resume los volúmenes obtenidos hasta la fecha de las modelaciones.
|
Ho. In situ |
Ho. Prefabric. |
|||
|
Tipo |
Ho. (m3) |
Ac. (kg) |
Ho. (m3) |
Ac. (kg) |
|
Viga |
212,4 |
13736 |
177,9 |
16523 |
|
Colum. |
65,7 |
6577 |
60,7 |
6948 |
|
Escal. |
19,7 |
1269 |
19,7 |
1367 |
|
Total |
297,8 |
21582 |
258,3 |
24838 |
Tabla No 1: Valores obtenidos
En base al artículo “Desperdicios vs control de los materiales” [2] y tomando en cuenta la disminución de desperdicio que representa el hormigón prefabricado se obtuvieron los valores finales (ver tabla No2).
|
Desperdicio Hormigón |
Desperdicio Acero |
|||
|
Tipo |
15%* |
5%** |
18%* |
7%** |
|
Ho (m3) |
342,4 |
271.2 |
- |
- |
|
bolsas |
2397 |
2441 |
||
|
Ac. (kg) |
- |
- |
25467 |
26577 |
*Hormigón in situ, ** Hormigón prefabricado Tabla No 2: Valores incluyendo desperdicio
Para expresar el volumen de hormigón a bolsas de cemento se tomó en cuenta que el modelo vaciado in situ tiene una resistencia característica de 21MPa y el modelo de hormigón prefabricado tiene 30MPa representado 2 bolsas de cemento más en la dosificación. La diferencia entre ambas modelaciones resulta de 44 Bolsas. Si tomamos en cuenta 6m3 de volumen que representa las ménsulas de apoyo constructivo en hormigón prefabricado se tiene 98 bolsas. En porcentaje, 98 bolsas de cemento representan 4.01% de excedencia y 1110 kg de acero (siendo la diferencia de acero entre vaciado in situ y prefabricado) representa 4.35% de excedencia. Ambos casos menores al 5%. Si hablamos en dinero, 98 bolsas y 1110 kg representan alrededor de 10.000bs.
IV. Conclusiones
- Desde el punto de vista ambiental el hormigón prefabricado representaría más materiales y por lo tanto mayor emisión de CO2 pero también lo suficientemente bajo para no ser considerado abrasivo con el medioambiente, más aun si tomamos en cuenta que en un ambiente industrial controlado los desperdicios son menores.
- Económicamente la excedencia es aparentemente mayor, pero si tomamos en cuenta la disminución en los tiempos de ejecución y personal en obra que representa la prefabricación, la excedencia se invierte transformándose en ahorro económico.
- Socialmente la prefabricación representa un ambiente seguro y controlado para el bienestar de los obreros y disminuye las molestias a los vecinos al disminuir el tiempo de ejecución.
REFERENCIAS BIBLIOGRAFICAS [1]. FIB Bulletin 74 (2014), Planning and design handbook on precast building structures, International Federation for Structural Concrete, Switzerland.
[2]. Lucio Soilbelman. (2010).” Desperdicios vs el control de los materiales”. Instituto Mexicano del cemento y del concreto, México.
AUTOR: Ing. Cristian Mario Estrada Plata
RNI: 31001